Rolls Royce Engineers at the Petrie Museum
By
Eric Wilson

The Petrie Museum at University College London, England

Eric Wilson at Rolls Royce
My name is Eric Wilson. I have worked as an engineer for Rolls-Royce North America (Aerospace) for 13 years. Several engineers from various disciplines globally support the research of Christopher Dunn. I have decided to participate and more directly support Chris as part of his small team after supporting the Lost Technology Tour of Ancient Egypt 2018.
I research technology to understand and develop future products by understanding the capabilities of machining and manufacturing and our choices available in materials and tools. Several engineers in advanced industries understand our limits in machining and are interested in explaining the “unexplained” ancient machining against modern methods. We accept also to go as far as developing new methods; we do this every day. This personal research is related to the technology research which we do daily. Analyzing how things are made and how we could make them better. Reverse engineering.
After registering for the March 2018 Lost Technology Tour with Chris Dunn, I was planning a work trip to the UK in early February. My fellow engineer colleague Joshua Gear and I planned Sunday-Monday for a visit to The British Museum and then Petrie Museum before our work meeting on Tuesday.
We discovered that the Petrie Museum is closed on Mondays with only research appointments accepted on Monday. We were very energized by this discovery, gathered the research appointment form, and submitted the required information. Not just anyone can secure a research appointment. You must have a very good reason for your visit and you must have credentials to match the basis of your request. Sorry, but this is not a general tourist type activity. Graduate degrees are preferred or background in Egyptology/Archeology.
Joshua Gear and I were granted access to the cores because of the cores' relationship to our interest in ancient machining. We requested approximately 10 drilled cores for examination. Chris titled his chapter, “Walking in the Shadow of Willian F. Petrie.” For this visit to the Petrie Museum we are walking in the footsteps of Christopher Dunn!

Figure 3. The pieces were presented to us by the museum for evaluation carefully separated in trays.
It is important to remember as an observer that these were the discarded construction scraps. All of these were from another object of greater value. Now these discarded scraps are of value to us for study.

Figure 4. Eric Wilson examining a smaller basalt core. .

Figure 5. Fellow engineer, Joshua Gear, examines core UC16036 with a 25x full white spectrum lighted headset magnifier.
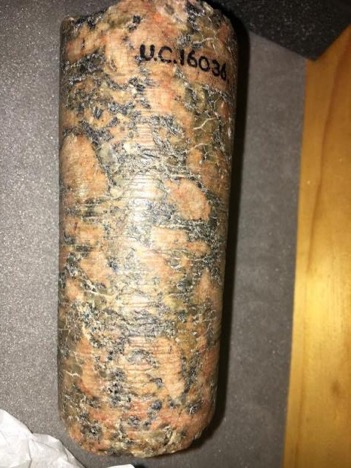
Figure 6. This is the largest and most interesting sample at the Petrie Museum UC16036

Figure 7. The opposite side from catalog number UC16036

Figure 8. There is definitely a spiral cut in the surface as defined by this trace with thread. This is not the only spiral. Every core we observed has a spiral cut. This defines a rotating tool.

Figure 9. Josh did marvelous work tracing the cut, better that I could every time. Josh has better eyes for sure! We used a magnifier to be as close as we could be to the groove.

Figure 10. UC44985. This is a very interesting and VERY IMPORTANT piece! Please understand that this was two opperations; two different setups to create this.

Figure 11. UC44985. Cut twice. A second setup of a core drill. And they achieved a very good alignment.
I believe this is what happened:
- The center hole was drilled in the original piece, whatever that piece may be
- Setup was removed from the piece
- It was too small of a hole (we all make mistakes, even ancient genius)
- A second setup was made and drilled
- This is the second waste core
Beautiful example of the ability to nearly drill the same path over an existing hole.

Figure 12. UC44985 has spiral cut visible inside.
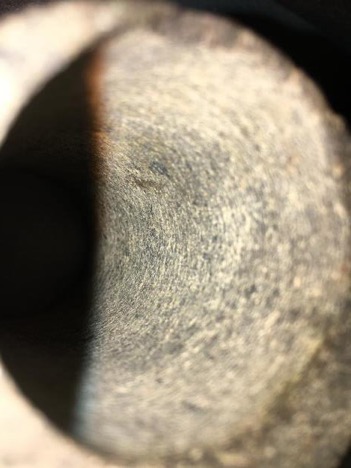
Figure 13. UC44985 inside bore

Figure 14. UC44985 inside bore.
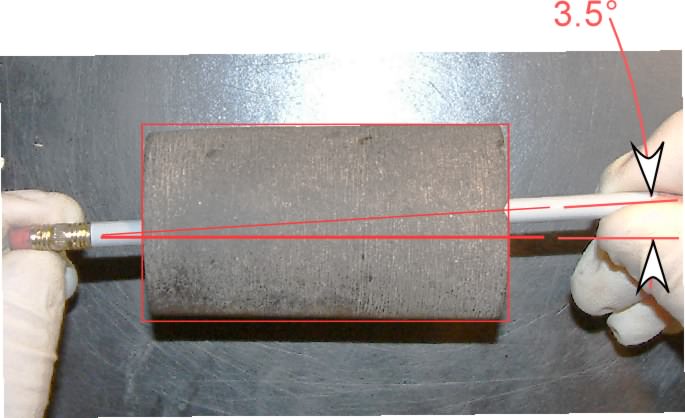
Figure 15. The pencil shows the angle the bore is off-axis to the outside diameter.
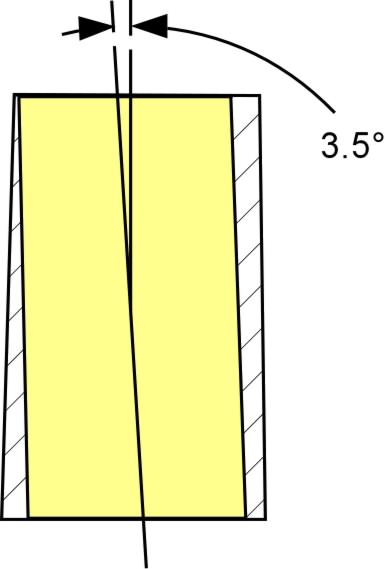
Figure 16. Cross section of UC44985

Figure 17. Checking the squareness of outside diameter to flat end faces

Figure 18. Checking the squareness of outside diameter to flat end faces
In consideration of all the various features of UC44985, in our view, (Eric Wilson, Chris Dunn, Joshua Gear), it appears that this is the result of a "field repair" where a pre-drilled hole, due to positioning error or having been drilled on an angle, could not serve the purpose for which it was intended. Another element, either functional or architectural, was intended to be mounted in the hole. A larger hole, was the solution to the problem and was drilled using the same technology as was used to drill the initial hole.

Figure 19.

Figure 20.

Figure 21.

Figure 22.

Figure 23.

Figure 24.

Figure 25.
Conclusions:
- There are spiral cuts more easily visible in the larger pieces.
- UC16036 is most prominent evidence of a spiral cut.
- UC44985 had two setups. The internal surface is more protected therefore there may be a better opportunity to retrieve material left by the drill for mass spectrometer analysis.